
maschinen:shapeoko:basics
Dies ist eine alte Version des Dokuments!
Inhaltsverzeichnis
Bedienen der Shapeoko CNC-Fräse
Achtung, diese Anleitung allein berechtigt nicht zur Benutzung der CNC-Fräse!
Vorbereitung des G-Codes mit Estlcam
- Unter Einstellungen → Grundeinstellungen den Postprozessor auf Carbide Motion einstellen.
- Ansonsten gibt es keine Unterschiede in Estlcam zur Bedienung der Isel ICV.
Vorbereitung des G-Codes mit Carbide Create
Vorbereitung des G-Codes mit Fusion 360
- beim Starten des G-Codes in CNCjs donnert der Fräser gerne mal einfach so ins Holz, noch bevor zum Werkzeugwechsel aufgefordert wird. Anscheinend liegt dies an den G28 Codes (Return to Reference) es scheint zu klappen wenn man alle auskommentiert, oder löscht:
(G28 G91 Z0)
- Außerdem sollte M30 (End of Program) gelöscht werden, sonst könnte der Fräser erneut ins Holz fahren.
- Ein Forum Thread dazu: https://forum.shapeoko.com/viewtopic.php?t=9559
Vorbereiten der Fräse
- Shapeoko im Labnet einschalten.
- Wiederanlaufschutz (schwarzer Plastikkasten links von der Shapeoko) durch grünen Knopf entriegeln.
- ~30 Sekunden warten bis der Raspberry Pi mit dem Webfrontend hochgefahren ist.
- Mit einem beliebigem Laptop/PC das Webfrontend aufrufen.
- Mit Benutzernamen fabi und selbem Passwort wie bei der Isel ICV einloggen.
- Die Verbindung zwischen Webfrontend und CNC-Elektronik durch Klicken auf Open herstellen.
- Die Elektronik durch einen Klick auf Unlock entsperren.
- Die X und Y-Achse kann auf der Rechten Seite nach vorne gefahren werden.
- Fräser und Spannzangen wechseln:
- Roten Knopf auf Spindel drücken und Spannzangenhalter mit 17mm Maulschlüssel öffnen.
- Bei Bedarf Spannzange entnehmen und neue einsetzen, die neue Zange muss mit einem Klick einrasten.
- Spannzangenhalter wieder anschrauben und mittelfest zudrehen.
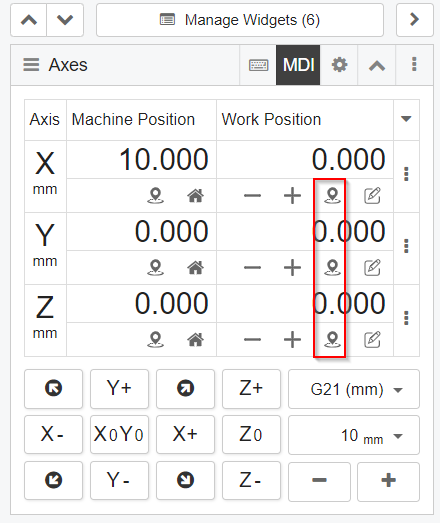
- Werkzeugnullpunkt einstellen:
- Den Fräser händisch an den gewünschten Punkt fahren. Dabei Achtgeben die Z-Achse nicht zu versenken.
- Mit den Buttons Zero out Work Offsets den Werkzeugnullpunkt einstellen. (im Bild rot markiert)
- Den G-Code über Upload G-Code hochladen.
Fräsen
- Material sicher einspannen.
Nacharbeiten / Aufräumen
- Den Arbeitsbereich gut absaugen.
- In Estlcam den Postprozessor auf den vorherigen Wert Isel NCP zurück stellen.
maschinen/shapeoko/basics.1600640028.txt.gz · Zuletzt geändert: 2020/09/21 00:13 von felix